
Подписывайтесь на нас:

尼日尔籽油作为一种富含不饱和脂肪酸和维生素E的高品质植物油,在食品工业、化妆品及医药领域具有广泛应用前景。然而,原始压榨的毛油含有多种杂质,需通过科学的精炼工艺提升其品质和稳定性。本文将系统解析尼日尔籽油精炼的核心工艺——脱胶、脱酸、脱色、脱臭的技术原理与设备选型策略,为生产企业提供实用的技术参考。
尼日尔籽油的精炼是一个复杂的物理化学过程,旨在去除毛油中的非甘油三酯成分,同时最大程度保留其天然营养特性。典型的精炼流程包括预处理、脱胶、脱酸、脱色、脱臭和冬化(可选)等步骤。据行业数据显示,采用先进精炼工艺可使尼日尔籽油的烟点从160°C提升至230°C以上,氧化稳定性提高40-60%,货架期延长至12-18个月。
工艺关键点:
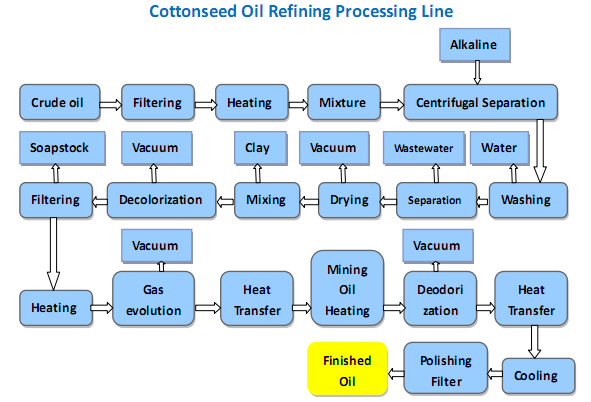
脱胶是精炼的第一道关键工序,主要去除油脂中的磷脂、蛋白质等胶体杂质。工业生产中普遍采用水化脱胶法,通过添加一定量的热水(70-85°C)或稀酸溶液,使胶体杂质吸水膨胀后形成絮状沉淀。
**设备选型要点**:对于中小型生产线(日处理5-20吨),推荐采用间歇式脱胶反应罐,配备高效搅拌系统(转速30-60rpm)和加热夹套;大型生产线(日处理50吨以上)则应选择连续式脱胶设备,可实现自动化控制,胶脚分离效率达95%以上。
脱酸工艺旨在去除油脂中的游离脂肪酸,常用方法包括化学碱炼和物理精炼。化学碱炼适合高酸值毛油(酸值>3mg KOH/g),通过添加氢氧化钠溶液中和游离脂肪酸;物理精炼则适用于低酸值油脂(酸值<1.5mg KOH/g),在高真空(残压≤1mbar)和高温(220-260°C)条件下将游离脂肪酸蒸发分离。
脱色工艺通过吸附剂(活性白土、活性炭等)去除油脂中的色素、氧化物及残留皂脚。尼日尔籽油通常采用接触脱色法,在80-110°C、真空条件下使油脂与吸附剂充分接触。根据生产实践,活性白土添加量一般为油重的1-3%,脱色时间30-60分钟,可使油脂色泽(罗维朋比色)从黄30-40红3-5降至黄10-15红0.5-1.0。
脱臭是精炼的最后关键步骤,通过高温高真空蒸馏去除油脂中的挥发性异味物质(醛类、酮类、游离脂肪酸等)。现代脱臭设备多采用连续式脱臭塔,操作条件为温度220-260°C,真空度≤0.5mbar,蒸汽用量为油重的5-15%,脱臭时间60-120分钟。经脱臭处理后,尼日尔籽油的过氧化值可降至0.5meq/kg以下,达到优质食用油标准。
| 生产规模 | 推荐设备类型 | 投资预算范围 | 能耗指标 |
|---|---|---|---|
| 小型(<5吨/日) | 间歇式精炼机组 | 5-15万美元 | 800-1000 kWh/吨 |
| 中型(5-30吨/日) | 半连续精炼生产线 | 15-50万美元 | 600-800 kWh/吨 |
| 大型(>30吨/日) | 全连续精炼生产线 | 50-200万美元 | 400-600 kWh/吨 |

尼日尔籽油精炼过程中,各工艺参数的精确控制直接影响最终产品质量。以脱色工艺为例,温度每升高10°C,吸附剂效率可提高15-20%,但同时也会增加油脂氧化风险。因此,实际生产中需根据毛油品质制定个性化工艺参数。某企业生产数据显示,通过优化脱臭温度曲线(采用阶梯式升温:180°C→220°C→240°C),可使维生素E保留率提高12%,同时确保脱臭效果。
对于追求高品质的生产企业,建议采用PLC自动化控制系统,实现对温度、压力、流量等关键参数的实时监控与调节。此外,定期对精炼设备进行维护保养,如脱色塔的定期清洗、脱臭塔的填料更换等,可有效避免交叉污染,保证产品质量稳定性。
随着消费者对健康食用油需求的增加,高品质尼日尔籽油的市场前景日益广阔。选择合适的精炼设备与工艺,不仅能提升产品质量,还能降低生产成本,增强企业市场竞争力。在设备选型过程中,建议综合考虑生产规模、产品定位、投资预算及环保要求,选择技术成熟、性能稳定的设备供应商。
了解更多尼日尔籽油精炼设备详情,请关注我们的网站。

 325
|
325
|
 интегрированное маслоэкстракционное оборудование
производство арахисового масла
стандартизированное производство
малые предприятия по переработке масла
оборудование для экстракции арахисового масла
интегрированное маслоэкстракционное оборудование
производство арахисового масла
стандартизированное производство
малые предприятия по переработке масла
оборудование для экстракции арахисового масла
 60
|
Механика извлечения рапсового масла
Оборудование для производства рапсового масла
Система масложажимного пресса
Оборудование для переработки жира
Оборудование для рафинирования
60
|
Механика извлечения рапсового масла
Оборудование для производства рапсового масла
Система масложажимного пресса
Оборудование для переработки жира
Оборудование для рафинирования
 313
|
рабочий процесс получения рапсового масла
выбор оборудования для прессования
рафинация масла
обработка высоковлажных семян
автоматизация производства
313
|
рабочий процесс получения рапсового масла
выбор оборудования для прессования
рафинация масла
обработка высоковлажных семян
автоматизация производства
 111
|
фильтрация рапсового масла
рамная фильтрация
центрифужное отделение масла
вакуумная фильтрация масла
технологии фильтрации сырого масла
111
|
фильтрация рапсового масла
рамная фильтрация
центрифужное отделение масла
вакуумная фильтрация масла
технологии фильтрации сырого масла
 206
|
рапсовое масло
качество растительных масел
рафинация масла
стандарты пищевых продуктов
управление качеством на маслозаводе
206
|
рапсовое масло
качество растительных масел
рафинация масла
стандарты пищевых продуктов
управление качеством на маслозаводе


















